
Pirmiausia pasirinkite tinkamą šildymo įrenginį
Ant varžto pritvirtinto plastiko pašalinimas ugnimi arba skrudinimas yra labiausiai paplitęs ir veiksmingiausias būdas plastiko apdorojimo įrenginiuose, tačiau varžtui valyti niekada negalima naudoti acetileno liepsnos.
Teisingas ir efektyvus būdas: naudokite pūtiklį iškart po to, kai nuvalysite varžtą. Kadangi apdirbimo metu varžtas įkaista, varžto šilumos pasiskirstymas vis tiek yra vienodas.

Antra, pasirinkite tinkamą valymo priemonę
Rinkoje yra daugybė varžtų valiklių (varžtų valymo medžiagų), kurių dauguma yra brangūs ir turi skirtingą poveikį. Plastiko apdirbimo įmonės gali naudoti skirtingas dervas, kad gamintų varžtų valymo medžiagas pagal savo gamybos sąlygas.
Trečia, pasirinkite tinkamą valymo būdą
Pirmasis varžto valymo žingsnis yra išjungti padavimo įdėklą, tai yra, uždaryti tiekimo angą bunkerio apačioje; Tada sumažinkite sraigto greitį iki 15-25r/min ir palaikykite tokį greitį tol, kol lydalo srautas štampėlio priekyje nustos tekėti. Visų statinės šildymo zonų temperatūra turi būti 200°C. Kai tik statinė pasiekia šią temperatūrą, prasideda valymas.
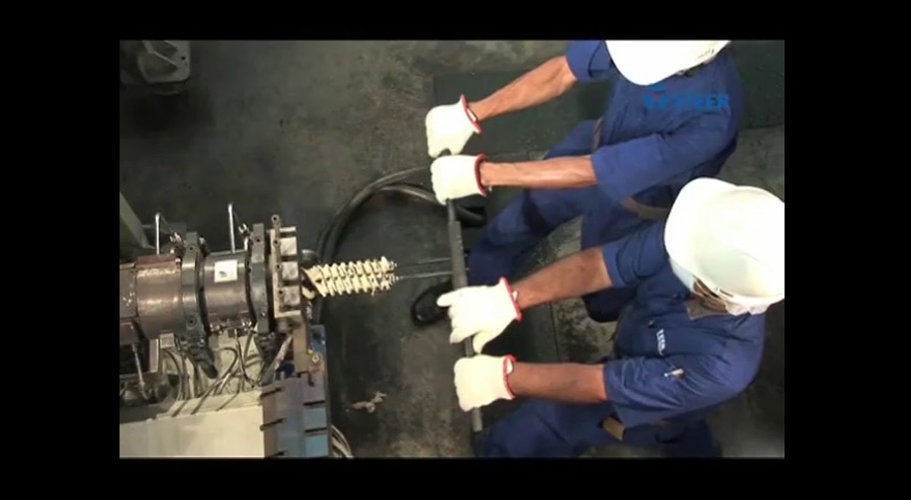
Priklausomai nuo ekstruzijos proceso (gali tekti nuimti štampą, kad sumažėtų per didelio slėgio priekiniame ekstruderio gale pavojus), valymą turi atlikti vienas asmuo: operatorius valdymo skydelyje stebi varžto greitį ir sukimo momentą, Stebėdami ekstruzijos slėgį, kad įsitikintumėte, jog sistemos slėgis nėra per didelis. Viso proceso metu sraigto greitis turi būti 20 r/min. Jei naudojate žemo slėgio štampus, pirmiausia nenuimkite štampo valymui. Kai ekstruzija visiškai paverčiama iš apdorojimo dervos į valymo dervą, štampas sustabdomas ir nuimamas, o tada varžtas vėl įjungiamas (per 10 r/min.), kad likusi valymo derva ištekėtų.

Ketvirta, pasirinkite tinkamas valymo priemones
Tinkami įrankiai ir valymo priemonės turėtų būti: karščiui atsparios pirštinės, akiniai, variniai grandikliai, variniai šepečiai, varinis vielos tinklas, stearino rūgštis, elektriniai grąžtai, statinės liniuotės, medvilninis audinys.
Kai valymo derva nustos ekstruzuoti, varžtą galima ištraukti iš prietaiso. Sraigtams su aušinimo sistema prieš paleisdami varžto ištraukimo įtaisą, kuris gali būti pritvirtintas prie pavarų dėžės, nuimkite žarnos liniją ir pasukamąją jungtį. Varžto ištraukimo įtaisu stumkite varžtą į priekį, kad būtų galima išvalyti 4–5 varžtus.
Valymo dervą ant varžto galima nuvalyti variniu grandikliu ir variniu šepečiu. Nuvalius atviro varžto valymo dervą, prietaisas bus pastumtas į priekį 4-5 varžtais naudojant varžto ištraukimo įtaisą ir tęsiamas valymas. Tai kartojosi ir galiausiai didžioji varžto dalis buvo išstumta iš statinės.
Pašalinus didžiąją dalį valymo dervos, varžtą pabarstykite šiek tiek stearino rūgšties; Tada naudokite vario vielos tinklelį, kad pašalintumėte likusius likučius, o po to, kai visas varžtas bus nupoliruotas vario vielos tinkleliu, galutinai nuvalykite medvilninį audinį. Jei varžtą reikia išsaugoti, paviršių reikia patepti tepalo sluoksniu, kad būtų išvengta rūdžių.

Išvalyti statinę yra daug lengviau nei nuvalyti varžtą, tačiau tai taip pat labai svarbu.
1. Ruošiantis valyti statinę, statinės temperatūra taip pat nustatoma 200°C;
2. Prisukite apvalų plieninį šepetį prie gręžimo vamzdžio, o elektrinį grąžtą – į valymo įrankius, o tada apvyniokite plieninį šepetį variniu vielos tinkleliu;
3. Prieš įdėdami valymo įrankį į statinę, pabarstykite stearino rūgštimi į statinę arba pabarstykite stearino rūgštimi ant valymo įrankio varinės vielos tinklo;
4. Vario vielos tinkleliui patekus į statinę, paleiskite elektrinį grąžtą, kad jis suktųsi, ir dirbtinai priverskite jį judėti pirmyn ir atgal, kol šis judėjimas pirmyn ir atgal taps be pasipriešinimo;
5. Išėmę vario vielos tinklelį iš statinės, medvilninio audinio ryšeliu nuvalykite statinę pirmyn ir atgal, kad pašalintumėte valymo dervos ar riebalų rūgščių likučius; Po kelių tokių šluosčių pirmyn ir atgal statinės valymas baigtas. Kruopščiai išvalytas varžtas ir cilindras yra paruošti kitai gamybai!

Paskelbimo laikas: 2023-03-16